聚荣鑫热镀锌圆管,重庆聚荣鑫镀锌钢管优质服务

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
聚荣鑫热镀锌圆管,重庆聚荣鑫镀锌钢管优质服务
滚槽方式连接
(一)滚槽焊缝开裂
1、将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2、调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3、调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂
1、将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2、调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3、调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4、检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5、用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求
1、管端至沟槽段的表面应平整无凹凸、无滚痕。
2、沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3、在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。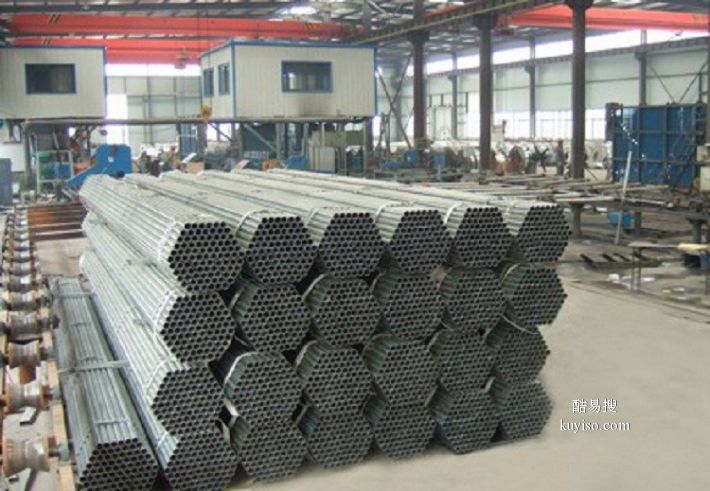
焊接式连接
1、镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。
2、镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。
3、镀锌钢管管口对接后,管口部位出现砂眼:
4、焊接时由于技术原因造成。
5、管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。
车丝式连接
1、丝扣乱扣:管箍与丝扣不能完全接触、松动,截掉乱扣部分,重新车丝安装。
2、钢管丝扣与管箍丝扣不吻合,不能连接,应更换管箍或调整设备重新车丝。
3、钢管车丝后漏印:测量钢管的壁厚是否能够达到车丝管标准厚度要求
锌灰锌渣不仅严重影响到浸锌层质量,造成镀层粗糙,产生锌瘤。而且使热镀锌方管成本大大升高。通常每镀1t方管耗锌80~120kg,如果锌灰锌渣严重,其耗锌量会高达140~200kg。控制锌炭主要是控制好温度,减少锌液表面氧化而产生的浮渣。国内有些厂家用耐火砂、炭灰等覆盖。国外采用热传导率小、熔点高、比重小、与锌液不发生反应,既可减少热量失散又可防止氧化的陶瓷或玻璃球覆盖,这种球状物易被方管推开,又对方管无粘附作用。
对于锌液中锌渣的形成主要是溶解在锌液中的铁含量超过该温度下的溶解度时所形成的流动性极差的锌铁合金,锌渣中锌含量可高达95%,这是热镀锌方管成本高的关键所在。
从铁在锌液中的溶解度曲线可以看出:不同的温度及不同的保温时间,其溶铁量即铁损量是不一样的。在500℃附近时,铁损量随着加温及保温时间急剧增加,几乎成直线关系。低于或高于480~510℃范围,随时间延长铁损提高缓慢。因此,人们将480~510℃称为恶性溶解区。在此温度范围内锌液对方管及锌锅浸蚀最为严重,超过560℃铁损又明显增加,达到660℃以上锌对铁基体是破坏性浸蚀,锌渣会急剧增加,施镀无法进行。因此,施镀目前多在450~480℃及520~560℃两个区域内进行。
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
 渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com
渝公网安备 50019002501864号
联系电话:023-63022733 联系邮箱:kuyisokefu@163.com互联网药品信息服务资格证